How To Create Carbon Fiber Molds From 3D Printed Patterns
Learn how to create a production-ready molds for carbon fiber parts using a 3D printed patterns / masters. This tutorial can be followed to make a mold suitable for wet lay-ups, vacuum bagging, resin infusion, and prepreg manufacturing techniques. In addition, the resulting mold can be used for both high temperature and ambient temperature epoxies. If you would like to 3D print a carbon fiber mold directly, new tutorials are coming soon. Be sure to subscribe and save our Carbon Fiber page for upcoming tutorials.
Required Tools & Materials
3D Printing & Mold Making
- 3D Printer – In this project we use the Ultimaker S5 due to size and affordability.
- PLA or ABS Filament – These materials offer good adhesion to the coating resin
- XCR Epoxy Coating Resin – Applied at around 300-500 grams per square meter of 3D print, for smaller patterns you will need to factor a larger amount due to wastage (in mixing cups, brushes, etc.)
- 800 & 1200 Grit Sandpaper – Wet and dry needed
- NW1 Cutting Compound – An advanced ‘super cutting’ compound designed for polishing composite molds
- EG160 High Temp Epoxy Tooling Gelcoat – Note that this process is for high-temp molds but the process is identical for room temperature epoxies
- EMP160 High Temp Epoxy Moulding Paste
Carbon Fiber Materials & Hardware
- Prepreg Carbon Fiber – We are using XC110 210g 2×2
- R210 Prepreg Release Film
- BR180 Breather Cloth
- VB160 Vacuum Bagging Film
- ST150 Vacuum Bagging Sealant Tape
- Vacuum Pump – We’re using the EC4 Compact Composites Vacuum Pump
- Oven – Must be able to achieve 80°C
Ultimaker S5
A large, easy-to-use 3D printer with massive, ready-to-print material ecosystem.

1. 3D Print The Pattern
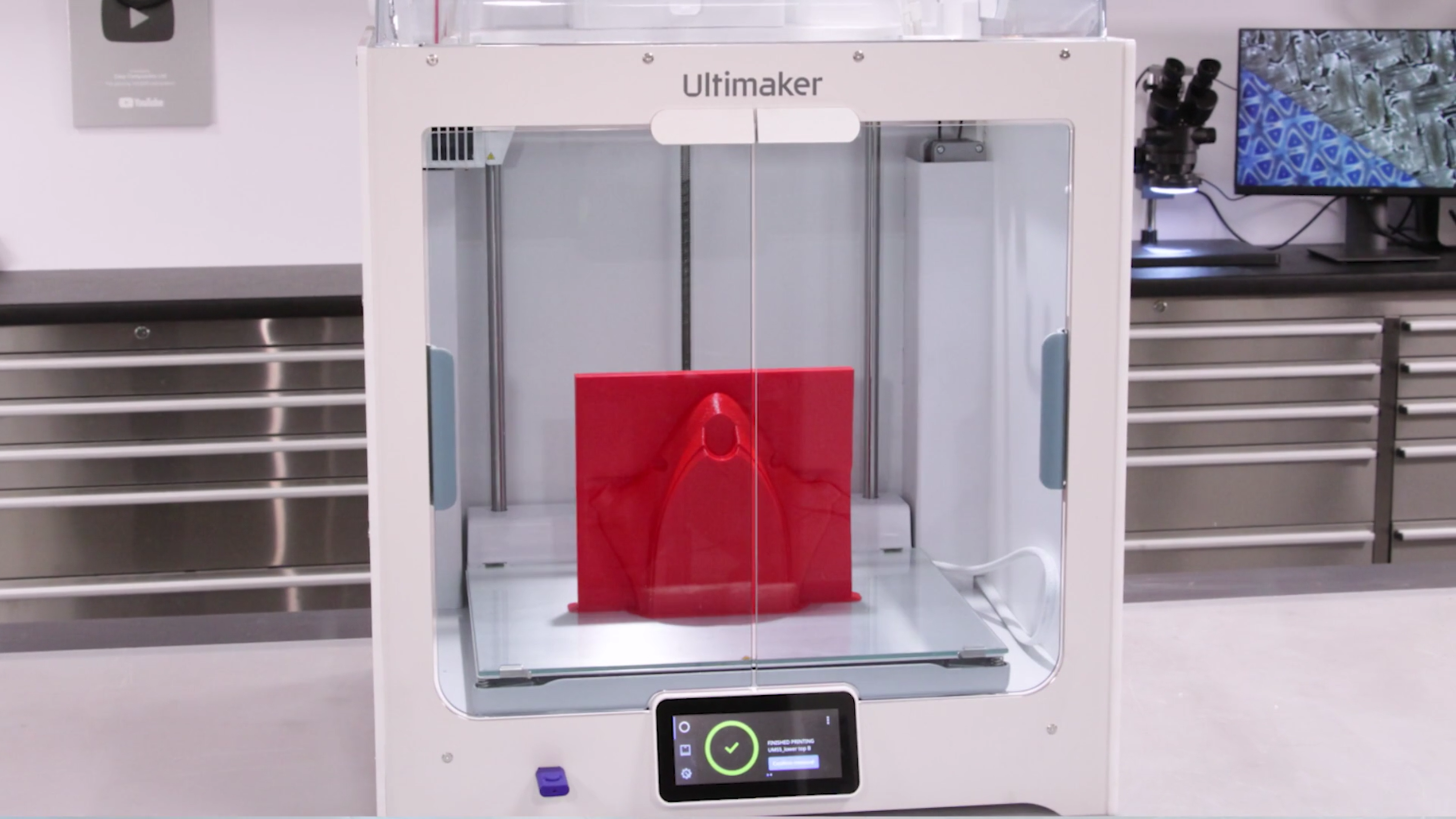
Your part should be modeled to include flange barriers and printed in PLA. Faster print settings with larger layer lines, 0.2mm layer height or above, can be used here as the layer lines will be easily covered by the following epoxy coating step. Our shell thickness was set to 0.8 mm with a 20% infill. If your project demands higher accuracy, a higher resolution and smaller print print cores/nozzles can be used. For more dimensionally critical applications, the surface of the part should be offset by around 0.25 mm to compensate for the thickness of the epoxy coating.
For extra large patterns, Dynamism offers a number of large format 3D printers up to 1m3. Also, patterns can be printed in sections and then bonded together with an appropriate adhesive. For PLA, Cyanoacrylate (super glue) and epoxy adhesives work well.
2. Sand The Pattern

Since we are going to be making a mold, the 3D printed part’s surface needs to be smoothed and sealed with epoxy. Without this step, the pattern will be difficult to remove from the mold and the surface finish of the resulting mold will retain the imperfections from the 3D print. To prepare the pattern for coating, it should first be abraded with 240 grit sandpaper to remove any high spots or blemishes while providing a good key for the epoxy coating to bond to.
3. Coat With XCR Coating Resin

Next, you will need to coat your pattern in XCR epoxy coating resin—typically around 300 grams per square meter for each coat. Plan on mixing more than is needed to allow for wastage in mixing cups, brushes, etc. The hardener should be added to the resin in the exact ratio of 100:35, as accurately as possible for small batches of resin scales (within one-tenth of a gram accuracy will help). Mix the resin in one cup, then transfer to a second cup and mix again to ensure that there is no unmixed resin trapped.
Use a brush to apply a thin, even coat over the surface. Do not overload the surface as this will lead to runs in the coating. After applying the coat, check a few minutes later for any runs, removing any excess resin a brush.
For most patterns, two coats of resin will be needed. The second coat should be applied when the first has reached the B-stage. You can identify the B-stage by touching your print with a gloved finger, it should be tacky but leave no residue, typically around three hours for the XCR, but may vary depending upon room temperature. After your second application the resin should be left to fully cure, about 12–24 hours depending upon temperature.
CAUTION: Do not leave the mixed XCR resin in the bottom of the mixing cup if deeper that 5mm. This can undergo a thermal runaway, which will potentially be hazardous. Excess resin should be poured into a tray to increase the surface area and/or the container should be moved to a safe outdoor location in case of overheating.
4. Flatting & Polishing the XCR Coating

It is possible to jump directly to the next step but if you require a precise finish, flatting and polishing is advised. The flatting process should start with the finest grade of paper that can be used to quickly flatten down the surface—generally either 400 or 800 grit wet and dry. This is best done wet to prevent the paper from clogging, and the grades should be worked through to a minimum of 1200 grit. Use a sanding block for flat areas and single curvatures to maintain an even, flat face and the paper along can be used for the remaining curved areas. Whenever changing to a finer grade of abrasive, clean the pattern and change the water to prevent scratches from particles of the previous grade.
After the 1200 grit (or finer), continue with the final polish using the NW1 polishing compound. Unless your pattern is very small, this is best done with a foam pad on a polishing machine.
Unlike many compounds, the NW1 does not need water and does not quickly dry out. This particular compound is self-diminishing—the more you work it, the finer it gets. You should be able to achieve a full mirror polish in one step. Once buffed, the last residue of the compound can be wiped away with a microfiber cloth, which should reveal a mirror-like polish on your finished pattern.

Free Tutorial
Download This Carbon Fiber Tutorial
Learn how to create carbon fiber molds faster and cheaper with 3D printing
5. Coat with release agent

Before making the mold, coat the pattern with release agent. Most composite release systems, such as wax and PVA, can be used, but we recommend the Easy-Lease™ Chemical Release Agent. Apply pattern cleaning and release agent application in a well-ventilated area. After cleaning the pattern surface, apply the release agent in a thin film over the surface using a small piece of lint-free cloth.
Once the film begins to evaporate (5–30 seconds), use a second piece of cloth lightly in a circular motion to remove excess.
For new patterns, apply at least six coats, leaving a minimum of 15 minutes between each application. Leave the final coat for at least one hour before laminating the mold. It is important to use lint-free solvent application wipes as normal tissue papers can be attacked by the solvent and leave smearing. It is also important to use a fresh piece of cloth for each coat to avoid contaminating the release agent with partly cured material from the previous cloth.
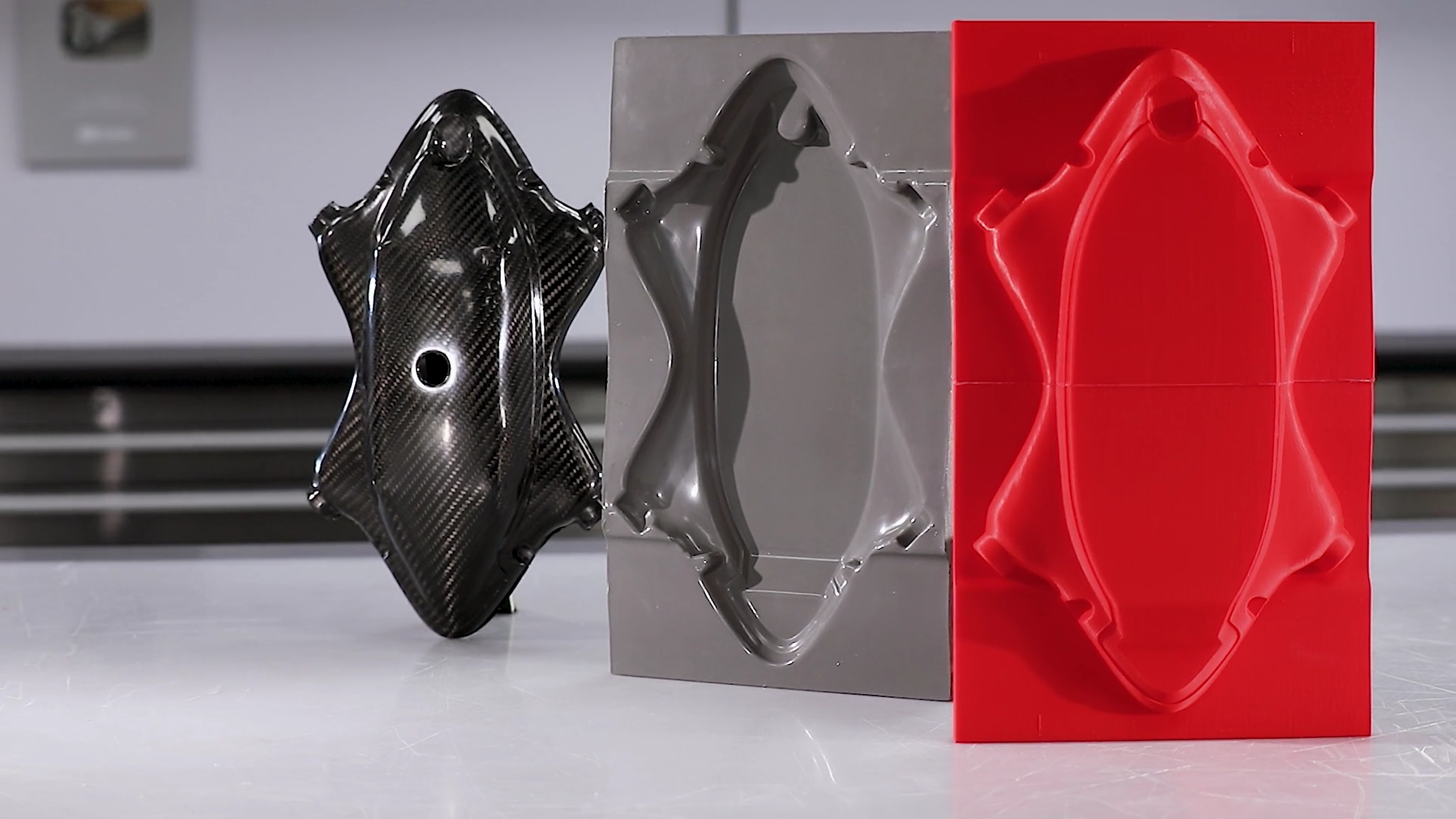
6. Create the Mold

We are using the high temperature version of our epoxy mold making system, which comprises of the EG160 gelcoat and the EMP160 mold making paste. However, patterns made using this technique can be used to make molds using any conventional ambient temperature cure mold making process.
Applying the gelcoat: The EG160 Epoxy Tooling Gelcoat is mixed carefully and fully according to the instructions. In this tutorial, we will be “double-gelling” whereby the gelcoat is applied in two even applications.
The first application is thoroughly mixed and applied directly onto the prepared pattern at a thickness of approximately 500 grams per square meter, or around 0.5mm. The first application is then allowed to cure to the B-stage, where it is firm but still tacky. The exact timing of this will vary according to temperature, but this will be around five hours at 20°C (68°F).
Once the first application has cured to the B-stage, a second application is applied, aiming to keep the gelcoat as smooth and even as possible. This second layer of gelcoat is now also cured to the B-stage.
As soon as the second application has cured to the B-stage, the main reinforcement for the mold can be applied. It is very important to not allow the gelcoat to cure past the B-stage, otherwise it will become too hard and dry and the laminating paste will not be able bond properly to it. In the case of the high temperature system, we strongly recommend applying a thin coat of EG160 gel immediately prior to the mold making paste to act as a coupling coat, which will promote the bond of the interface.
EMP160 is an epoxy-resin based laminating paste. The paste contains resin, filler, and chopped glass fiber strands for reinforcement and can be used on its own as the main reinforcement for the mold. The advantage to a laminating paste is that the fine, paste-like material is very easy to work into corners and details, reducing the risk of air-voids and providing a fast and reliable means of reinforcing an epoxy-based mold.
EMP160 is thoroughly mixed according to the instructions and then applied directly onto the wet coupling coat of EG160 gelcoat at a thickness of around 10mm before being left to fully cure for around 24 hours. Care should be taken to avoid trapped air under the reinforcement—it is generally best to tile the surface with smaller amounts.
6. Separate the mold from the pattern and prepare

Once fully cured, the mold can be removed from the pattern. Removing any excess material from the perimeter will often help with the release—plastic wedges can be used to carefully separate the mold from the pattern.
In the case of this high temperature mold, we now need to complete a post-cure on the mold. This involves a steady ramp in temperature up to the service temperature to condition the mold—information on this cure profile can be found in the datasheet for the product. For ambient temperature use molds, this step is not normally necessary.
Prior to use, the mold is then coated with release agent in the same way as the pattern was coated.
7. Laminate the part

We chose to make the final component using an out-of-autoclave prepreg process, which requires a vacuum and oven.
These parts are to be made with an extremely thin (0.25mm) laminate, which consists of only one ply of 210g XC110 prepreg carbon. The actual handling of the prepreg is relatively simple, but great care must be taken to ensure the material is properly down in the mold. Work systematically from the center lowest point so that you do not end up bridging over any corners or detail.
Laminating tools, called dibbers, can be used here to help press the prepreg down into the mold. These tools can be made by hand, bought ready-made, or by using edges of other tools (e.g., the handle on shears). It is key to ensure there are no bridges or voids. Laying up other pieces around tight corners or detail may lead to creasing of the material or it lifting. In these areas, composite snips can be used to make small cuts to allow the material to lap and conform to the mold.
8. Vacuum bag the part

As these parts are only one ply thick, the typical de-bulking processes that are normally used in prepreg laminating are not required. Instead, the part can be put straight into the final vacuum bag ready for cure, which starts by applying a non-perforated release film to the prepreg. It is essential that this layer, just like the laminate itself, is carefully pressed onto the mold surface without any bridges. Once on the mold surface, rub with a cloth to press the release film firmly onto the material. You can use flash release tape to help hold the film in place if necessary.
For this size part, it is only required to have breather on the underside and edge of the part to provide an air path. Not having breather on the material surface actually helps on complex shapes as the breather does not get in the way of the vacuum bag getting into the tight corners and detail.
The bag being created is an envelope bag with the mold placed directly into the bag. This is common with production of smaller prepreg parts as it is possible to place several small parts into one big vacuum bag and cure them all together. The through bag connector is placed on one corner of the breather to ensure there is a continuous air path.
Start by pulling only a partial vacuum, stopping the pull as necessary to position and move the bagging film. This stage is critical to get the film into all the corners and recesses of the mold. Use creases of film to achieve this—as the vacuum increases, the spare film in the crease will be pulled into the corner, thus avoiding any bridging of the film. Once the bag is positioned correctly, a full vacuum can be pulled. Once a full vacuum is pulled, carry out a leak test for at least 10 minutes.
9. Oven cure the prepreg

With the bag pulled down and successfully leak tested, it can now be put in the oven to cure. Place the bag carefully in the oven, ensuring the bag cannot snag or catch on any edges, causing a puncture. Connect the vacuum line inside the oven and connect the pump to the assembly outside. You can now run the pump, allowing the bag to be maintained under full vacuum throughout the cure.
Close the oven doors, switch on the oven, and program the cycle you wish to use. Our OV301 oven has a simple touchscreen interface, allowing quick programming—all of our standard cure cycles are pre-programmed from the factory.
10. Demold the finished part
Once the oven curing cycle has completed, allow the part to fully cool to room temperature before demolding. Failure to do so can cause surface defects. Once cool, remove from the oven and remove the bagging film and breather. The release film should easily pull off. Using demolding wedges or other pointed items, taking care to avoid scratching the mold, carefully pry the edges of the part away from the mold. You may need to be systematically working around the mold to lift the part evenly until it comes free.
The demolded part then just needs trimming and finishing with a suitable rotary cutting tool and carbide abrasive tools and papers to give a nice, clean edge. The finished carbon fiber part can now be put into service.